Industrial Camera Solutions for Machine Vision & Line Scan Applications
Our industrial camera portfolio is engineered for precision imaging in automation, inspection, and industrial security environments. Each industrial camera is designed for continuous operation, supporting demanding use cases such as quality inspection, water and humidity detection, and temperature measurement.
These industrial camera systems are widely deployed in manufacturing lines where reliability, accuracy, and long-term performance are critical. With support for advanced imaging techniques, an industrial camera can also enable inspection tasks such as seeing through plastic materials.
Industrial Camera Hardware Overview
Each industrial camera is built using industrial-grade components to ensure stable operation in harsh environments. Designed for automation systems, these industrial camera models integrate seamlessly with existing infrastructure.
Core Capabilities
- High-resolution industrial sensors
- Stable Ethernet-based connectivity
- Support for GigE camera architectures
- Designed for continuous machine vision camera workflows
This industrial camera range supports both area scan and line scan imaging configurations.
Line Scan Imaging for
Continuous Inspection
Line Scan Technology Explained
Line Scan imaging captures images one line at a time, making it ideal for continuous inspection of moving materials. Line scan systems eliminate motion distortion and maintain image accuracy at high speeds.
Line Scan Cameras for
High-Speed Production
Our Line Scan Camera are optimized for demanding inspection scenarios where accuracy and speed are critical. These line scan solutions are widely used in industries such as packaging, textiles, and metals.
Line scan imaging is commonly used for:
- Web inspection systems
- Conveyor-based Continuous inspection
- High-speed surface defect detection
This line scan approach is essential for consistent quality inspection in high-throughput environments.
Line Scan Cameras enable:
- Detection of moisture and surface irregularities
- Inspection beneath thin plastic layers
- Reliable line scan imaging across wide materials
Works on high speed line upto 1100+ PPM.
GigE Industrial Camera Technical Specifications
| Model | Resolution | Sensor | Max Resolution | Pixel Size | Frame Rate | Target Size | Shutter |
|---|---|---|---|---|---|---|---|
| IV-GE501GC/M | 5MP | IMX264 | 2448×2048 | 3.45µm | 24 FPS | 2/3″ | Global |
| IV-GE505GC/M | 5MP | XGS5000 | 2592×2048 | 3.2µm | 22 FPS | 2/3″ | Global |
| IV-GE232GC/M | 2.3MP | AR0234 | 1920×1200 | 3.0µm | 52 FPS | ½.6″ | Global |
These industrial camera specifications support a wide range of machine vision camera and line scan applications.
Machine Vision Camera
Integration
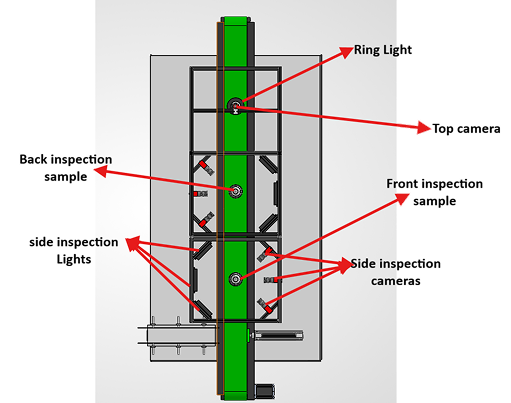
Each machine vision camera is designed for real-time image acquisition and analysis. These machine vision camera systems integrate with automation controllers to enable fast decisions in inspection workflows.
Typical machine vision camera use cases include:
- Automated optical inspection
- Robotics guidance
- Inline quality inspection and validation
A properly configured machine vision camera improves throughput while maintaining inspection accuracy.
GigE Camera Connectivity &
GigE Vision Cameras
Our GigE camera lineup uses Gigabit Ethernet connectivity for reliable, high-speed data transmission. These GigE cameras support long cable lengths, making installation flexible across large facilities.
Benefits of GigE cameras
- Stable image transfer over long distances
- Cost-effective network deployment
- Scalable architectures for growing systems
Built on the GigE Vision Cameras standard, these solutions are GigE Vision compliant, ensuring interoperability with major vision software platforms.
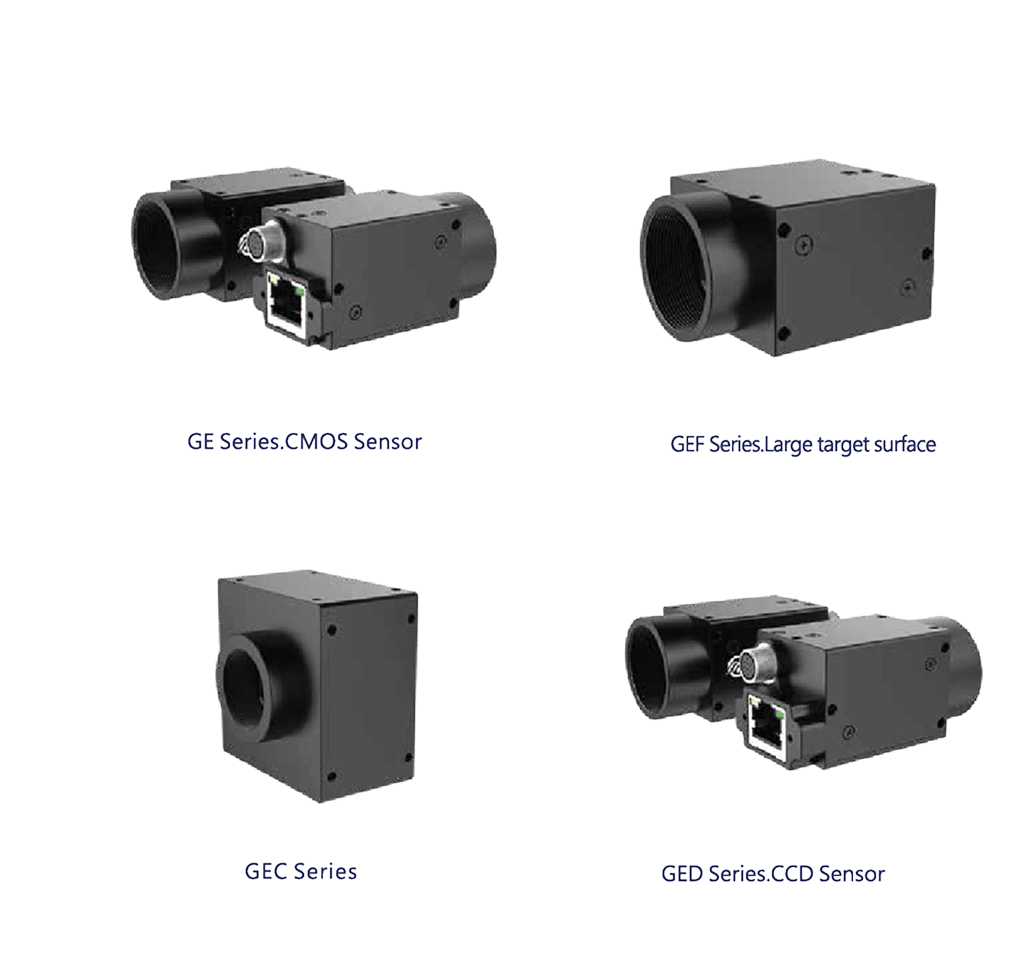
Supported Industrial Camera Models
In addition to the models listed above, the industrial camera range also includes IV-GE404GC/M and IV-GE809GC/M, designed for higher performance and specialized inspection needs.
These industrial camera models are suitable for:
- Environmental monitoring
- Industrial security camera deployments
- Advanced inspection using SWIR Imaging
Advanced Imaging & Industrial Security
Applications
Beyond automation, these systems support industrial security cameras for controlled-area monitoring. Advanced capabilities such as SWIR Imaging enable moisture detection, temperature-related inspection, and visibility through plastic packaging.
This flexibility allows a single industrial camera platform to serve inspection, monitoring, and security requirements.
Technical Documentation & PDF Download
For complete hardware specifications, supported configurations, and integration guidelines: